一、料筒温度参数初始化设置
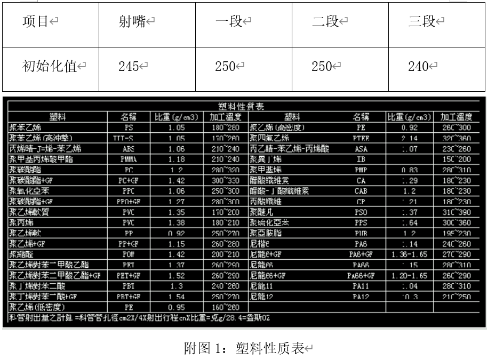
由原料的材料的塑料性质表(附图1),输入原料名称,平台在数据库自动搜寻此原料的温度特性,依照工艺员设置各段温度的经验,系统整理出原料的工作温度,并链接到控制器对应的区块
料筒温度段可分为3个区域料口区、塑化区、防涎区,按照经验值3个区域温度设定一般遵循以下原则
1、料口区温度设定原则,靠近进料口的区域,一般情况下温度设置值比原料工作温度低4%,此段主要是塑料原料预热,温度太高塑料会融化引起倒流,并影响物料输送 。
2、塑化区温度设定原则,在料筒中间部位,塑化区温度设置较高,与原料工作温度一致即可,并在塑化区各段温度设置基本一致,保证塑料原料在此区域温度均衡,用于物料充分融化,温度逐渐升高,太低则不利于塑化,而且会增加扭矩。
3、防涎区温度设定原则,在机筒前端,靠近喷嘴的区域,此段温度稍低于塑化段,一般情况下温度设置值比原料工作温度低2%,主要是防止熔融的原料在内部压力作用下从喷嘴流出,不宜太低,否则会增加注塑压力和易堵塞和产生冷料。
依照以上原则,比如平台输入原料品名为聚丙烯(PP),工作温度为四段,则平台输出链接控制器温度参数初始化设置如右图
二、不同负载温度零界点参数优化设置
通过加工件材料的塑料性质与生产工艺员的经验,完成各段温度参数初始化设置。对于注塑机温度控制来说,温度控制参数还需优化。
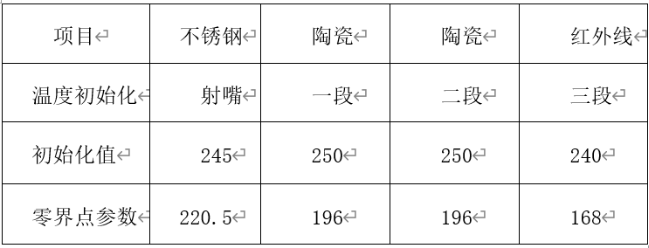
超前判断加热负载的执行元件,包括不锈钢云母加热圈、陶瓷加热圈、纳米红外线感应加热圈三种。而进行的温度零界定参数优化设置。
1、不锈钢云母加热圈:优点—电阻式加热圈具有价格便宜,结构简单,因结构简单而带来的故障率低等优势。缺点—电热效率低,没有保温隔热层,热能利用率低,普通加热圈电热丝电热转换效率50%--60%。
2、纳米红外线感应加热圈:优点-响应时间快、温度控制范围大、热惯性小升温快、保温层使用纳米环保隔热层,从而有效避免加热源能量的损失,有用功大大提高,热能利用率高,电热转化率达90%以上。有效提高生产效能. 缺点—由于保温层效果很好,内集聚能量基本都转化为炮筒的热能,在温度控制进入PID运算控制区域,由于温度无法有效刹车,达到设定温度后,还会出现10-20摄氏度的超温现象。在机器正常运行一段时间(一般需要大于30分钟),由于冷料的持续补充带走部分热能,温度会慢慢回落到正常设定温度范围。
3、陶瓷加热圈:介于不锈钢云母加热圈和纳米红外线感应加热圈,
4、三种加热圈的临界点的设置:对以上三种加热圈的智能控制,在温度控制进入PID运算控制区域,由于温度响应的滞后效应,在参数设置一致条件下,超调量的排序为纳米红外线感应加热圈>陶瓷加热圈>不锈钢云母加热圈。所以需要利用经验值对进入PID运算控制区域的零界点进行干预,及自动修正提前刹车的参数。实验表明在这三种控制加热PID运算控制区域的零界点的数据,控制纳米红外线感应加热圈零界点为设定温度的30%、控制陶瓷加热圈零界点为设定温度的20%、控制不锈钢云母加热圈界点为设定温度的10%.
依照以上原则,比如平台输入原料品名为聚丙烯(PP),工作温度为四段,加热控制负载不同,则平台输出链接控制器温度参数初始化设置和零界点参数优化设置如左图
三、温度采样控制及温度PID控制
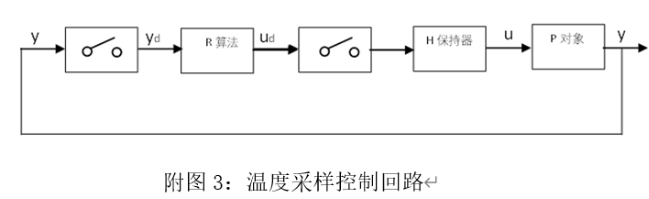
1、温度采样控制回路:输入信号是一个模拟量的形式,用采样器将它离散化,采样频率可根据信号频率进行调节,但必须满足香农(Shannon)道理。因为温度信号变化不是太快,一般所需的采样频率都可以满足,可以达到要求的。温度采样控制回路(附图3)
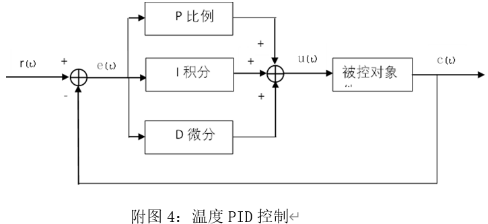
2:PID控制系统原理图:在模拟控制系统中,控制器控制温度最常用的控制规律是PID控制,PID控制系统原理图(附图4)。
3、PID控制方程数学模型:系统由模拟PID控制器和被控对象组成,对误差信号e(t)分别进行比例、积分、微分运算处理,处理信号叠加后之和作为输出信号u(t)给被控对象。PID控制的方程数学模型为 U(t)=Kp[e(t)+ ,系统误差量的定义为e(t)=r(t)-c(t), r(t)系统的给定输入信号、c(t)系统的被控量。PID控制的传递函数为 G(s)=Kp(1+ )。
现代控制在高速采样的条件,微分类似于差分,积分近乎于求和,可PID控制的方程数学模型变换为离散形式,得到离散PID控制模型。参数的优化进程可自动进行,优化函数根据负载的输入输出数据进行P、I、D参数优化计算。
一、料筒温度参数初始化设置
由原料的材料的塑料性质表(附图1),输入原料名称,平台在数据库自动搜寻此原料的温度特性,依照工艺员设置各段温度的经验,系统整理出原料的工作温度,并链接到控制器对应的区块
料筒温度段可分为3个区域料口区、塑化区、防涎区,按照经验值3个区域温度设定一般遵循以下原则
1、料口区温度设定原则,靠近进料口的区域,一般情况下温度设置值比原料工作温度低4%,此段主要是塑料原料预热,温度太高塑料会融化引起倒流,并影响物料输送 。
2、塑化区温度设定原则,在料筒中间部位,塑化区温度设置较高,与原料工作温度一致即可,并在塑化区各段温度设置基本一致,保证塑料原料在此区域温度均衡,用于物料充分融化,温度逐渐升高,太低则不利于塑化,而且会增加扭矩。
3、防涎区温度设定原则,在机筒前端,靠近喷嘴的区域,此段温度稍低于塑化段,一般情况下温度设置值比原料工作温度低2%,主要是防止熔融的原料在内部压力作用下从喷嘴流出,不宜太低,否则会增加注塑压力和易堵塞和产生冷料。
依照以上原则,比如平台输入原料品名为聚丙烯(PP),工作温度为四段,则平台输出链接控制器温度参数初始化设置如右图
二、不同负载温度零界点参数优化设置
通过加工件材料的塑料性质与生产工艺员的经验,完成各段温度参数初始化设置。对于注塑机温度控制来说,温度控制参数还需优化。
超前判断加热负载的执行元件,包括不锈钢云母加热圈、陶瓷加热圈、纳米红外线感应加热圈三种。而进行的温度零界定参数优化设置。
1、不锈钢云母加热圈:优点—电阻式加热圈具有价格便宜,结构简单,因结构简单而带来的故障率低等优势。缺点—电热效率低,没有保温隔热层,热能利用率低,普通加热圈电热丝电热转换效率50%--60%。
2、纳米红外线感应加热圈:优点-响应时间快、温度控制范围大、热惯性小升温快、保温层使用纳米环保隔热层,从而有效避免加热源能量的损失,有用功大大提高,热能利用率高,电热转化率达90%以上。有效提高生产效能. 缺点—由于保温层效果很好,内集聚能量基本都转化为炮筒的热能,在温度控制进入PID运算控制区域,由于温度无法有效刹车,达到设定温度后,还会出现10-20摄氏度的超温现象。在机器正常运行一段时间(一般需要大于30分钟),由于冷料的持续补充带走部分热能,温度会慢慢回落到正常设定温度范围。
3、陶瓷加热圈:介于不锈钢云母加热圈和纳米红外线感应加热圈,
4、三种加热圈的临界点的设置:对以上三种加热圈的智能控制,在温度控制进入PID运算控制区域,由于温度响应的滞后效应,在参数设置一致条件下,超调量的排序为纳米红外线感应加热圈>陶瓷加热圈>不锈钢云母加热圈。所以需要利用经验值对进入PID运算控制区域的零界点进行干预,及自动修正提前刹车的参数。实验表明在这三种控制加热PID运算控制区域的零界点的数据,控制纳米红外线感应加热圈零界点为设定温度的30%、控制陶瓷加热圈零界点为设定温度的20%、控制不锈钢云母加热圈界点为设定温度的10%.
依照以上原则,比如平台输入原料品名为聚丙烯(PP),工作温度为四段,加热控制负载不同,则平台输出链接控制器温度参数初始化设置和零界点参数优化设置如左图
三、温度采样控制及温度PID控制
1、温度采样控制回路:输入信号是一个模拟量的形式,用采样器将它离散化,采样频率可根据信号频率进行调节,但必须满足香农(Shannon)道理。因为温度信号变化不是太快,一般所需的采样频率都可以满足,可以达到要求的。温度采样控制回路(附图3)
2:PID控制系统原理图:在模拟控制系统中,控制器控制温度最常用的控制规律是PID控制,PID控制系统原理图(附图4)。
3、PID控制方程数学模型:系统由模拟PID控制器和被控对象组成,对误差信号e(t)分别进行比例、积分、微分运算处理,处理信号叠加后之和作为输出信号u(t)给被控对象。PID控制的方程数学模型为 U(t)=Kp[e(t)+ ,系统误差量的定义为e(t)=r(t)-c(t), r(t)系统的给定输入信号、c(t)系统的被控量。PID控制的传递函数为 G(s)=Kp(1+ )。
现代控制在高速采样的条件,微分类似于差分,积分近乎于求和,可PID控制的方程数学模型变换为离散形式,得到离散PID控制模型。参数的优化进程可自动进行,优化函数根据负载的输入输出数据进行P、I、D参数优化计算。